Material Handling
Elevator Manufacturing
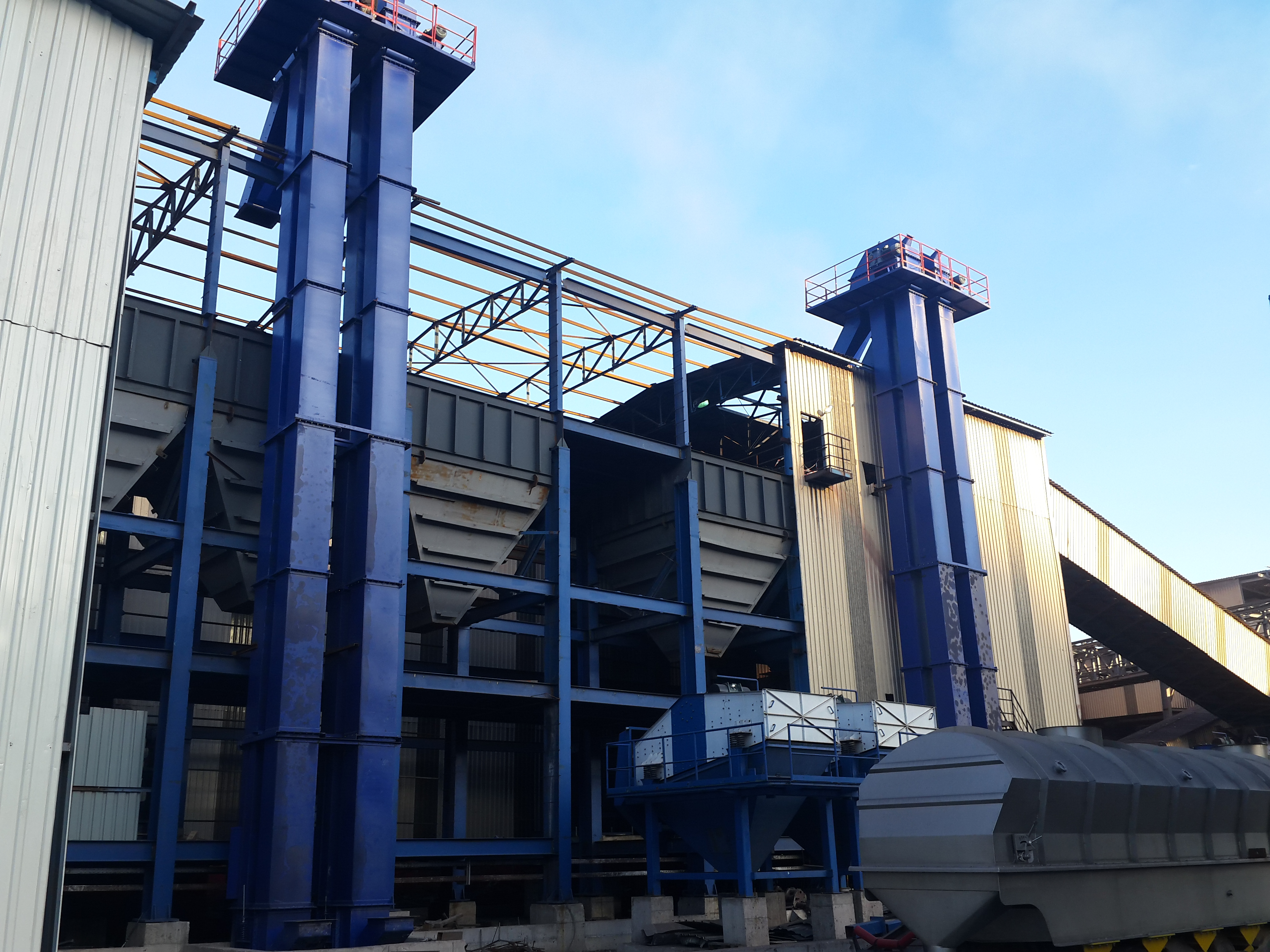
High-capacity chain and belt elevator systems for bulk material handling.
- ✓ High Capacity
- ✓ Low Noise
- ✓ Safety Systems
- ✓ Easy Maintenance






/ 8
Elevator Manufacturing
We manufacture chain and belt type vertical elevator systems for reliable bulk material transfer in industrial facilities.
Types
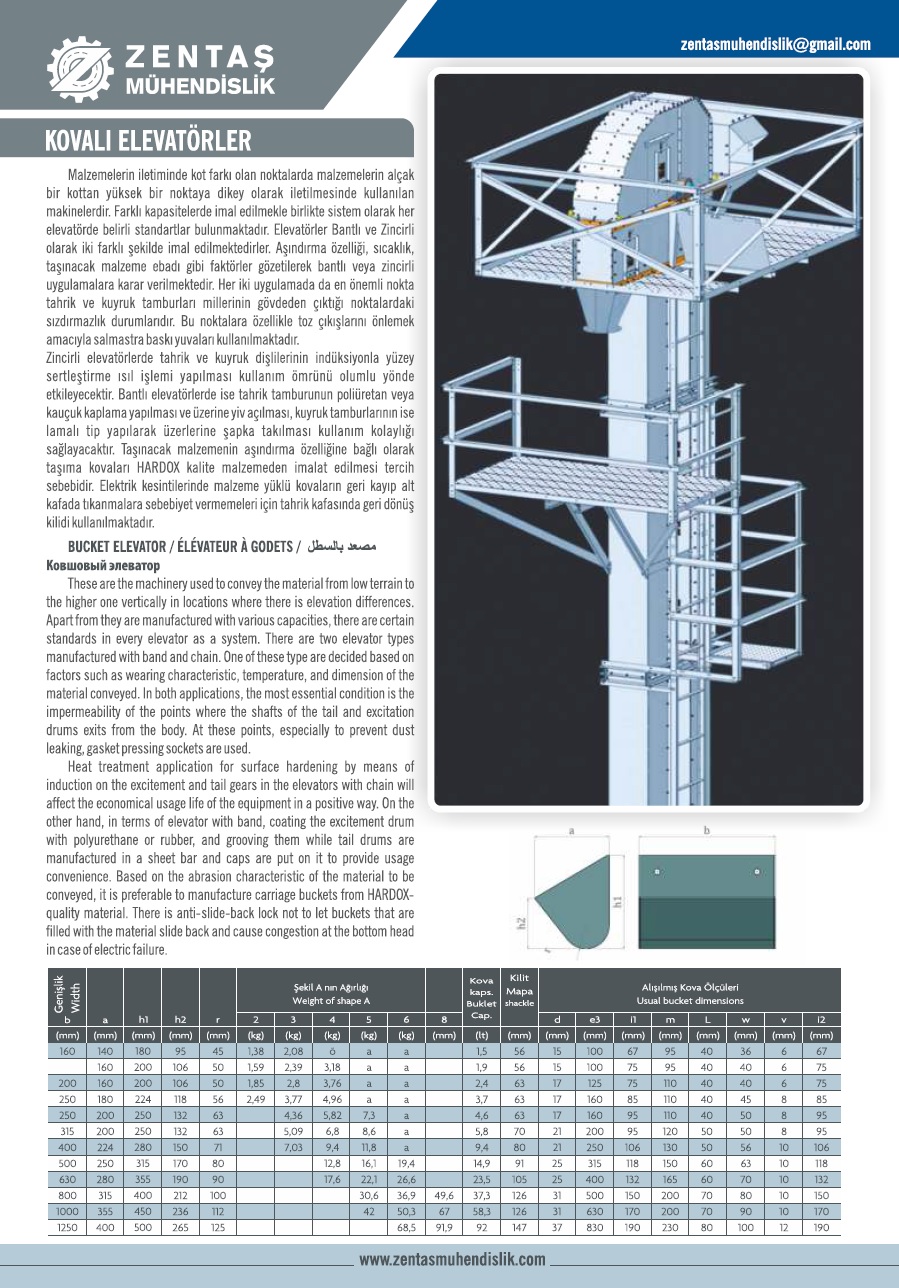
- Chain bucket elevators
- Belt bucket elevators
- High temperature resistant designs
- Abrasion resistant liner options
Advantages
- High capacity continuous conveying
- Low maintenance chain & belt assemblies
- Dust-tight casing design
- Long service life components
Services
- Custom design & engineering
- Installation & commissioning
- Refurbishment and spare parts supply
Product Features
High Capacity
Designed for continuous vertical conveying of aggregates, minerals, and bulk materials up to 400 tons/hour.
Low Noise
Precision-engineered chain and belt systems ensure quiet operation even at high speeds.
Safety Systems
Equipped with speed monitors, alignment sensors, and emergency stop mechanisms for maximum safety.
Easy Maintenance
Modular design with accessible inspection doors and quick-release components simplifies servicing.
Technical Specifications
Capacity 50-400 tons/hour
Lift Height 10-60 meters
Bucket Type Steel or polyurethane
Chain/Belt Heavy-duty industrial grade
Drive System Electric motor with gearbox
Casing Dust-tight steel enclosure